
发布日期:2022-04-26 点击率:93
* 涂膜硬度是涂料性能认定的必测指标。本仪器应用铅笔划痕法,通过硬度已知的绘图铅芯或铅笔芯,以快速而经济的方式确定基底上有机涂层的涂膜硬度。铅笔划痕法测试涂膜硬度是自八十年代以来被国际普遍采用的测试方法。我国也已在涂料的发展研究和工业生产中推广这种测试方法。仪器既可在实验室使用,也可适用于施工现场。
* 引用标准:《GB/T 6739-96》涂膜硬度铅笔测定法《ASTM D3363-00》铅笔试验法测定涂膜硬度的标准试验方法《GB/T 1727-92》漆膜一般制备方法
负荷重量: 1000g /750g /500g
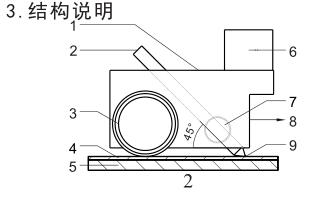
铅笔与被测表面夹角:45°
三点接触被测表面(两个滚轮、铅笔芯)
划痕速度:约1mm/s
标准配置:
铅笔硬度计............ 1台
1000g砝码............. 1个
750g砝码.............. 1个
铅笔一套(6B-6H)....... 13支
橡皮.................. 1块
削笔刀................ 1把
水平垫块.............. 1块
No.400砂纸............ 1张
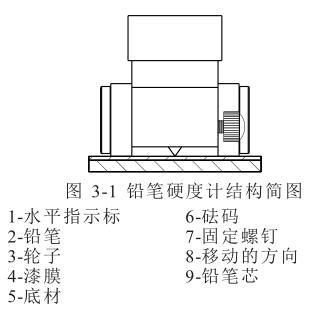
兰泰HT-6510P铅笔硬度计为机械式,三点接触被测表面(二点为轮,一点为铅芯)始终保证铅笔与试验表面成45°夹角,用手推动仪器滑动,铅笔就在漆膜上划出相应轨迹来。换用不同铅笔划不同痕迹,据此可判定涂膜的硬度值。
4.1 试板规定
除非有客户要求或另有商定,测试样品取涂装工序完成之产品;当产品涂装面宽或长小于1cm时需制作测试样板,样板规格50x120 mm或70x150mm平板,涂层施工工艺需与产品工艺保持完全一致。
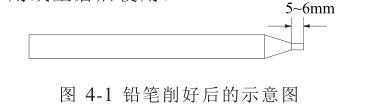
4.2 试验用铅笔的规定用削笔刀削去木杆部分,使笔芯呈圆柱状露出约5~6mm,切不可松动或削伤笔芯。然后在坚硬的平面上放置No.400砂纸,将笔芯垂直靠在砂纸上画圈圈,研磨,直至笔尖磨成平面,边缘锐利为止,边缘不得有破碎或缺口。(铅笔使用一次后要旋转180°再用或重磨后使用)
4.3 测试步骤
4.3.1 将水平垫块放在仪器本体之下。取出相应规格准备好的铅笔(从最硬的铅芯开始),斜插入检测小车上倾斜45度的孔内。铅笔笔芯伸出长度刚好与被测样品的表面接触,拧紧固定螺钉,使铅笔不能松动。(根据测试产品测试要求,选择是否增加砝码)
4.3.2 取出水平垫块,观察水平指示标,保证气泡在两条标志线之间,若气泡不在两条标志线之间,则重新调节,使气泡处于两条标志线之间,再进行测量。用1mm/s的速度向前推进,铅笔在被测面上划出一道线。松开固定螺钉,铅笔旋转180°或重新研磨,再划一道线。依次操作,在样品可视区不同位置划线5次,建议笔线长度为6.5 mm,划线完毕用橡皮擦擦拭被测品后检查外观及功能。
4.3.3 涂膜刮破的情况:5次中若有两次能犁破涂层则换用较软的铅笔一支,直至找出5次中至少有4次不能犁破涂层的铅笔为止,此铅笔的硬度即为被测涂层的铅笔硬度。
* 在削铅笔时必须注意,所削出的笔芯形状必须为圆柱体。
* 在装入铅笔时必须用平衡垫块垫在小车的前端下部,以免装入的铅笔存在角度差。
* 在推动小推车的过程中,用力不可过猛,以能够推动小车前行为宜,以免压断笔芯。
* 每向前推动测试一次必须松开固定螺钉,扭动铅笔,更换铅笔角度再固定好测试。
* 测试过程中铅笔选择:按照6H-5H-4H-3H-2H-H-F-HB-B-2B-3B-4B-5B-6B硬度递减的测量顺序,如能明确测试样品大概硬度,则提高两个标准开始测试,逐步更换更软的铅笔,取得最终测试数据。
* 仪器使用前,检测外观、功能,确保测试样品功能正常,外观无破损、裂纹、划伤等,表面光滑平整。
* 建议戴手套使用本仪器,以避免仪器生锈。
下一篇: PLC、DCS、FCS三大控
上一篇: 索尔维全系列Solef?PV

型号:4139.140
价格:¥1600
库存:6
订货号:4139140


