
发布日期:2022-10-09 点击率:37
引言
随着工业4.0时代的到来,传统工业正逐步被各种各样的自动线取代。输送站在自动化生产线中起着联系各个站点,使站点之间能高效分工协作的作用,是自动化生产线中的核心工作站。为了能使自动化生产线平稳工作,输送站的机械手需精准到达各个站点位置,因此对于机械手的定位控制就显得极为重要。本文主要研究如何实现机械手精准回零,找到固定位置。
1机械手装置结构和工作过程
1.1结构
输送站机械手装置主要由抓取机械手装置、直线运动传动组件、拖链装置和PLC等部件组成。抓取机械手装置安装在直线运动传动组件的滑动溜板上,在传动组件带动下整体作直线往复运动。
1.2工作过程
驱动抓取机械手精准定位到指定站点,进行抓取和放下物料操作。为了方便阐述,本文设计了一个简单的控制流程,要求如下:
(1)按下按钮开关SB1,机械手开始寻找原点,归零完成后指示灯HL1亮:
(2)按下按钮开关SB2,机械手以100mm/S的速度运行到600mm的位置,到位后延时3S,再返回原点。
只要实现了上述控制,要想驱动机械手精准定位到各个站点,只要修改个别数据即可。
2控制系统设计
2.1PLC选型及I/O地址分配
由于需要输出驱动伺服电机的高速脉冲,PLC应采用晶体管输出型。本文选用西门子S7-226PLC。根据控制要求进行了以下I/O地址分配,如表1所示。
表1I/O地址分配表
|
输入信号 |
输出信号 | ||||
|
序号 |
PLC输入点 |
信号名称 |
序号 |
PLC输出点 |
信号名称 |
|
1 |
I0.0 |
原点传感器 |
1 |
00.0 |
脉冲 |
|
2 |
I0.1 |
右限位保护 |
2 |
00.2 |
方向 |
|
3 |
I0.2 |
左限位保护 |
3 |
01.6 |
HL1指示灯 |
|
4 |
I1.2 |
伺服报警 | |||
|
5 |
I2.4 |
SB1 | |||
|
6 |
I2.5 |
SB2 |
2.2伺服控制器参数设置及接线
2.2.1参数设置
本文采用松下MHMD022GlU伺服电机和MADHT1507E伺服驱动装置,根据伺服电机手册,设置参数:Pr0.01,设置数值为"0":Pr0.02,设置数值为"1":Pr0.03,设置数值为"13":Pr0.04,设置数值为"250":Pr0.06,设置数值为"1":Pr0.07,设置数值为"3":Pr0.08,设置数值为"6000":Pr5.04,设置数值为"2":Pr5.28,设置数值为"1"。
2.2.2主要参数设置说明
Pr0.01是用来设置伺服电机的控制模式,本文设置的控制方式是位置控制,代码为P,对应的设定值为"0"。
Pr0.06与Pr0.07需组合使用,采用"1"和"3"组合的方式。指令脉冲形态用"脉冲序列+符号",正方向用低电平驱动。极性设定值为1,在上升沿时读取脉冲序列。用PU1S2输出到PLC,PLC依据收到的脉冲数来判断机械手是否到位。用SIGN2输出到PLC,进行机械手运行方向的控制,低电平为正向,高电平为负向。
Pr0.08是设置伺服电机转动一圈的脉冲数,设置为6000个脉冲。本文用到的直线运动传动组件的同步轮齿距为5mm,共12个齿,旋转一周为60mm。A5系列的伺服电机,电机编码器反馈脉冲为每圈2500个。缺省情况下,电子齿轮分-倍频为4倍,可实现电机每转一圈向PLC输出脉冲为10000个。为了方便计算,本文把指令脉冲电子齿轮分-倍频设置为10000/6000,实现电机每旋转一圈,向PLC输出6000个脉冲,驱动机械手恰好移动60mm的整数倍关系。这样位置分辨率,即每1个指令脉冲的移动量△M=60mm/6000=0.01mm,即100个脉冲驱动机械手走1mm。
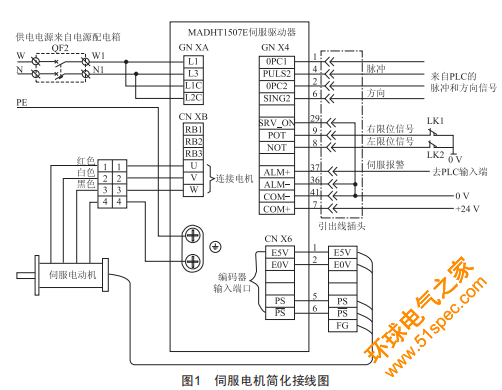
2.2.3接线
根据硬件接线手册,伺服电机简化接线图如图1所示。
3程序设计
程序设计软件使用STEP7-MicrowIN,实现控制的方法有两种,一种是利用位置控制向导实现,另一种是利用脉冲输出指令库MAP实现。位置控制向导相对复杂,后期调试较困难。而脉冲输出指令库MAP控制方法简单,调试方便,本文采用这种方法。
3.1脉冲输出指令库MAP
S7200系列的PLC本体PTo提供了应用库MAPSERV00.0和MAPSERV00.1,分别用于00.0和00.1的脉冲串输出。本文用指令库MAPSERV00.0进行程序设计,应用该库时,一些输入输出点的功能被预先定义。在程序设计时,这些输入输出点不能再作他用。输出点00.0只能作为脉冲输出,00.2作为方向输出,分别接到伺服电机的PU1S2和SIGN2。输入点I0.0只能作为参考点输入,高速计数器只能使用HC0。
3.2程序设计步骤
第一步,调用000C一T1功能块,如图2所示。
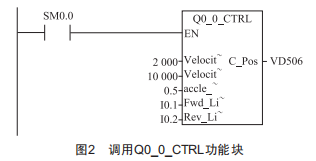
Re1ocitySS是最小脉冲频率,是加速过程的起点和减速过程的终点。此处设为脉冲2000个/S,依据前文算出的位置分辨率,△M=0.01mm,即电机最小速度为20mm/S。Re1ocityMax是最大脉冲频率,此处设为脉冲10000个/S,即电机最大速度为100mm/S。在程序中其他地方设置的脉冲频率要在这个范围内,否则将会被Re1ocitySS或Re1ocityMax所取代。
acce1dectime是加减速时间,设为0.5S,即由最小速度加速到最大速度(或由最大速度减速到最小速度)所用时间为0.5S。
I0.1和I0.2分别是机械手传送装置的左限位保护开关和右限位保护开关。
第二步,用000Home功能块寻找参考点,如图3所示。

在寻找过程的起始,电机首先以StartDir设定的方向,在本程序中M0.0为"0",以负方向寻找参考点(M0.0为"1",以正方向寻找参考点)。本文涉及的传输装置机械手一般位于参考点的正方向上,故采用负方向寻找参考点,即M0.0设置为"0"。寻找参考点时,以HomingFaStSpd的速度开始寻找,HomingFaStSpd默认值=Re1ocityMax/2=5000,即电机速度为50mm/S。在碰到1imitSwitch("Fwd1imit"or"Tev1imit")后,即左限位保护开关I0.1和右限位保护开关I0.2减速至停止,然后开始反方向寻找。
当检测到参考点开关I0.0的上升沿时,减速到"HomingS1owSpd"。HomingS1owSpd的默认值=Re1ocitySS=2000,即电机速度为20mm/S。如果此时的方向与"Fina1Dir"(寻找参考点过程中的最后方向)相同,在检测到参考点开关下降沿时停止运动,将计数器HC0的计数值设为"PoSition"中所定义的值,本文为"0"。如果当前方向与"Fina1Dir"不同,则改变运动方向,这样就可以保证参考点始终在参考点开关的同一侧(具体是哪一侧取决于"Fina1Dir")。本文设置为参考点的右侧,所以电机在寻找参考点过程中的最后方向是负方向,"Fina1Dir"的标志位相对地址+R0.2应该设置为"0"。
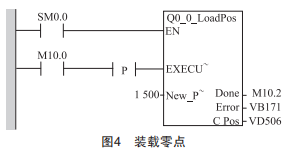
第三步,调用0001oadPoS功能块。由于第二步找到的参考点位置与实际控制要求的参考点有一定的偏差,在本控制系统中偏差值为+15mm,为了清晰地定义绝对位置,必须重新寻找参考点,使得原参考点失效。本文中15mm对应的脉冲数为1500个,因此"NewPoS"设置为"1500",如图4所示,用于将当前位置的绝对位置设置为预置值。
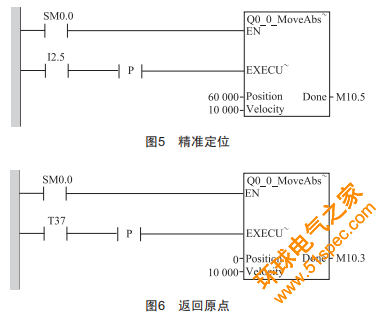
第四步,调用000MoveAbSolUte功能块,让电机以指定的速度100mm/S运动到指定的绝对位置600mm处,如图5所示。延时3S,再返回原点,如图6所示。
4结语
基于PLC和伺服电机控制的输送站系统,可以使输送站在自动化生产线上的各个站点精准定位,使自动化生产线上的加工、装配、分检等站点连成一个整体,实现产品的自动化操作,提高生产效率,改善劳动条件。该控制系统用MAP指令库编程,方法简单,检修和维护方便,可在实际生产中推广应用。
下一篇: PLC、DCS、FCS三大控
上一篇: 三相异步电动机调速方

型号:M2D068-DF
价格:面议
库存:999
订货号:M2D068-DF


