
发布日期:2022-10-09 点击率:33
复合材料在航空领域的大量使用,推动了相关应用的发展。使用复合材料能降低重量,这一点对航空业而言特别重要。然而,复合材料的各个构成部分属性往往不相同,即使是在极小的区域内,物理属性也很可能会显著变化。碳纤维增强塑料(CFRP)就是一个典型的例子。碳纤维能吸收所有波长,且具有极高的热导率,而环氧基体的吸收性及导热性都要差得多,所以这两部分的物理属性差异极大。
尽管资料表明,切割和钻孔工艺确实取得了一些进展,但是在加工这种“特殊材料”时,怎样才能确保满足工业应用需要呢?这个问题到现在还没有明确的答案。环氧树脂为热固性聚合物,不能使用传统的激光焊接工艺,而且,如今的空业和交通业都希望能尽可能缩短生产周期,这些都驱动着复合材料向着热塑性方向发展。可以预见的是,伴随着激光烧结工艺的进一步完善,热塑性复合材料将大有可为。在本文中,我们将对相关研究进行回顾,并分享热塑性复合材料激光焊接工艺的研究成果。
高分子聚合物能降低构件重量,这一点在整个交通业中已达成共识,比如空中客车A380,其中25%都是复合材料,在A350上这一比例更是高达50%!汽车业也一样,生产商纷纷用复合材料来提高产量、降低成本,缩短生产周期。
复合材料种类多样,但至少要有一种强化材料和一种基体材料。基体材料用于包覆、支撑并固定强化材料的相对位置。复合材料的力学属性及物理属性会随着组成方式的变化而变化,设计者可根据某种结构或元件的特定需要,选择相匹配的属性。只是,这种特性同时也成为激光应用的难点:1)非同质;2)各向异性。
众所周知,激光器能够对光束进行有效的时间和空间控制,所以当操作对象为同质表面时,优势显而易见,这主要由于光束及目标之间的交互反应在各个方向上均能保持稳定性及重复性。当然,有些工程材料不完全符合这种条件,其金属或聚合物中可能存在一些细微差异,比如孔隙率或晶界等,不过这种差异对于大功率的光纤激光器而言,几乎可以忽略。但是,复合材料的情况就完全不一样了,不仅不同质,而且在三个维度上的属性均可能表现出极大的差异,光束投射的位置及方向都会影响结果,尤其是长纤维强化复合材料。在多种纤维强化复合材料中,最“棘手”的,同时也是应用最为广泛的就是碳纤维强化和玻璃纤维强化复合材料,它们与基材的熔点相差极大,对光的吸收属性也完全不同,甚至于碳纤维和玻璃纤维自身的吸收属性也不完全一样。这种“不同质”使得本来极具灵活优势的激光工艺在面对复合材料时总是显得有些“力不从心“。然而,尽管困难重重,人们仍在进行大量专项研究,以期寻求上述问题的解决方案。
纤维与光纤激光器
以几何学的角度定义,纤维其实是一种具有极高长度及芯径比的圆柱体。这一定义赋予了纤维最重要的属性,即极高的表面积体积比。轴向强度大,可结合基材的表面积大,这种特性使人们倾向于使用纤维对材料进行强化。有趣的是,光纤激光器也是利用这种表面积体积比特别高的几何特性。光纤激光器的原理是在光纤内部生成光束,所以表面积越大,谐振腔的冷却要求就越低。当光纤芯径较小时,可生成高亮度和高平均功率的近红外激光,近红外激光之所以能够成为复合材料加工的重要光源,这也是原因之一。
热固性复合材料
目前,工业上用得比较多的主要是较厚的高强度轻量化复合材料,所以这也是本文研究的重点。这种复合材料大多数都会用到长纤维,因为这样能够最大限度地改善材料属性,有助于整个结构的承重。对于制造业而言,传统的方法是将纤维束编织成布(不破坏纤维束),纤维类型及编织方法均有多种选择,然后将纤维布放平,使其与基材结合。比较新的工艺是使用预浸带(纤维预浸于树脂中)及自动铺带机(ATP),这样不仅能够更为自由地量身定制高性能材料,同时也能大幅提升速度。
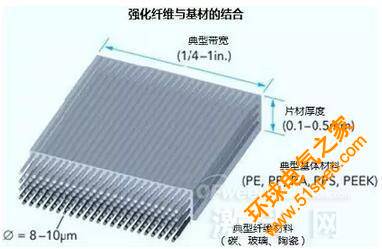
图1 用于ATP的预浸带
航空业用得最多的是碳纤维+热固性环氧树脂基材,E级(电子级、成本低,韧性好)、S级(抗拉强度大)长玻璃纤维应用也比较广泛。这就使得本来已经非常复杂的应用工艺变得更加雪上加霜,比如玻璃纤维,虽然其本身不会强烈吸收近红外光源,但是纤维表面的涂层就不一定了。
FR4(阻燃型)玻璃纤维增强环氧树脂,顾名思义,是指强化材料为玻璃纤维,基体材料为环氧树脂的复合材料,主要用于电子行业、非结构性元件,通常用波长较短(355 nm)的二极管泵浦固态(DPSS)激光器,或者是波长更长一点的二氧化碳气体激光器进行加工。至于金属基复合材料(MMCs)及陶瓷基复合材料(CMCs),目前也在用激光器进行加工,但是优势不明显。
CFRP切割及钻孔的工艺难点
环氧树脂具有不可逆的热固属性,所以只能考虑用烧蚀切割及钻孔工艺。然而,在操作时人们又发现了一个问题,那就是复合材料的两种构成部分自身的物理属性差异极大。碳纤维在环境压力下不会熔化,蒸发温度极高(>3500°C),而聚合物的损伤阙值通常在560°C左右。此外,碳纤维还有一些其他属性,比如能吸收各种波长,热导性也很强。由于碳纤维会高效吸收热能,并使其沿纤维方向高速传导,所以极易破坏熔点较低的基材。玻璃纤维情况类似,烧蚀所需的功率密度与碳纤维相当,且高于基体所能承受的温度限值(如图2所示)。
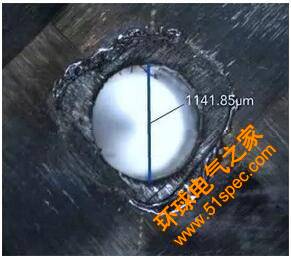
图2 用激光器在CFRP上钻孔时的典型损伤形态
另外,在穿孔和切割过程中,人们还发现,用传统工艺生产CFRP片材时,基体和纤维加载的厚度会些许差异,使光束被引导至其他位置,特别是在进行熔穿切割或是钻孔时,总会出现问题。目前,大部分二维复合材料采用的都是压平的方法,这也意味着在到达具有高吸收率的碳纤维之前,激光器需要熔穿的树脂厚度不固定。此外,纤维束的形状是椭圆的,所有每次切割纤维的数量也不甚相同。还有一个问题:尽管CFRP的瑕疵识别已经取得了许多进展,但是对边缘质量的精确量化仍未建立统一的标准,而这一点恰恰是在热加工过程中不可避免的。
下一篇: PLC、DCS、FCS三大控
上一篇: 索尔维全系列Solef?PV


