
发布日期:2022-10-09 点击率:50
1 引言
注塑成型加工行业属生产密集型产业,注塑机作为其主力设备,是公认的“耗能大户” ,加上塑料制品种类多样性和机型配置单一性,导致电能利用率普遍较低。同时,随着行业内竞争日趋激烈,成本战导致企业的利润空间进一步缩小,而电费占总成本的比例越来越高。基于注塑成型加工行业的这种现状,合康变频致力于电机调速驱动技术的研发改进,其同步机驱动器凭借着优良的性能和质量成功地解决了传统注塑机的油泵系统控制精度不高,油阀动作滞后等缺点,有效地提高企业的节电效率并降低了设备的维护成本。
2 合康HID618注塑机专用伺服驱动器的主要优势
2.1 节能降耗
同步机改造节能体现在两方面,一是电机上的节能,交流永磁同步电机转子磁极采用永磁材料基本无消耗,电机功率因数高于0.95。而普通三相交流异步机会消耗较大的无功功率,功率因数低于0.85;另一方面是工艺上的节能,由液压公式:P功率=P压力×Q排量×N转速/60,可知液压功率跟压力、油泵的排量和电机的转速是相关联的;液压能耗W=P×t功率的时间累积就是能耗,在压力不变的情况下有效地改变电机转速或者油泵的排量就可以节省能耗。
2.2 快速响应,缩短周期
电机上,电机结构及工作原理不一样,决定电机的响应不一样。普通异步机加减速时间长,配合变频器驱动时间一般>600ms;而永磁同步电机加减速时间短,配合伺服驱动器时间大约是20ms-50ms。
工艺上,同样排量的油泵下,异步机不具备弱磁扩速,而同步伺服机具有可以弱磁扩速500转的能力,而注塑机的动作快慢是由流量决定的,同步机液泵可以使注塑成型周期缩短。
2.3 提高精度
同步电机液压泵系统检测了实际的油压信息,油压给定与油压反馈信号进行运算后获得输出转速指令。这种控制方法可以使实际的油压值跟随油压指令变化。通过调试,可以使得油压控制精度在1%以内。而传统定量泵系统采用油压开环控制方式,实际的油压不能进行精确的控制。
2.4 降低油温
系统的供油方式不同:恒速供油(定量泵系统)高压溢流,油温高;变速供油(伺服泵系统)无高压溢流,油温低。油温低,粘度下降慢,压力特性好,调机方便;油封老化周期延长,节省维修费费;泄漏量少,工作环境干净;减少注塑机的冷却水量,节省水塔投资费用车间工作环境降低,节省车间降温费用。
3 合康变频HID618同步伺服驱动器在东莞某键盘外设厂的改造应用

图1 同步驱动器运行现场
3.1改造的基本情况
应用地点:东莞某键盘生产厂
变频器型号:HID618-T4-22G
系统名称:德群注塑机,电机功率17.8kW,扭矩100N.m,额定转速1700rpm。
3.2进行伺服油泵改造的必要性
该厂(如图1)主要生产电脑键盘等产品,一楼为注塑车间,原有注塑机采用传统的三相异步电机+变量泵的液泵系统,由于系统的高压溢流,油温高等原因,导致设备油封老化快,设备需要频繁的维护保养,运行成本高,生产效率低。为了提高生产效率和降低运行成本,决定对该注塑机进行同步机液泵改造。
3.3 伺服系统改造的方案设计
(1)改造前的匹配性检查
在改造过程中,合康变频专门对伺服油泵,同步电机进行了匹配检查,发现伺服油泵并未根据原有注塑机的吨位和流量进行选择,而关系到注塑机伺服泵系统选型的是注塑机的吨位和压力。吨位和流量之间有大致的对应的关系,因此要给注塑机做选型配置时,一定要知道注塑机的流量和系统压力。其次是要根据选用的伺服油泵选择相匹配的同步电机。再就是根据同步电机的主要参数进行伺服驱动器的选择。
针对改造前注塑机同步电机存在的问题,合康变频专门设计注塑机伺服节能控制解决方案,采用合康变频HID618系列注塑机专用伺服驱动器,其具备永磁同步电机的闭环矢量控制算法,集成注塑机专用控制卡,用于伺服油电混合注塑机中的伺服电机控制。对给定的流量、压力指令和压力反馈信号精确控制,快速、准确地控制电机转速,为注塑机系统提供所需要的压力和流量,完全实现按需供油,极大减少传统液压旁路的溢流损失,满足塑料成型快速、精确、节能的要求。
(2)合理的接线方法
将原有动力系统的星三角启动线路拆除,取原电源至同步驱动器HID618的电源进线端,同步驱动器的出线端接同步电机。(如图2所示)
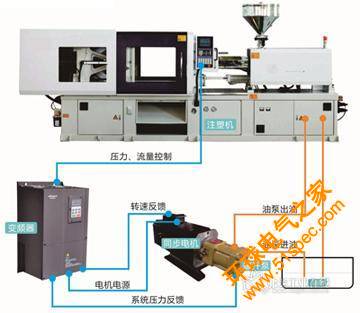
图2 同步机控制注塑机配置简图
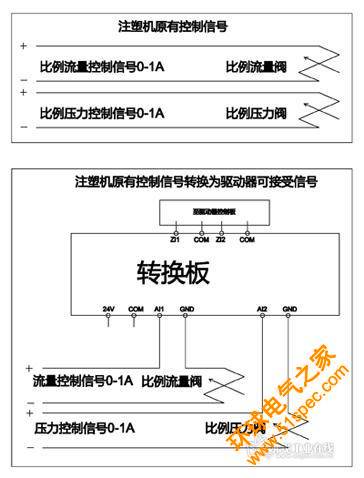
图3 控制线路如图
其中同步机改造注塑机系统中,由于更换了油泵,原油泵所带的压力比例阀和流量比例阀不再使用,注塑机比例阀和流量阀输出0~1A电流信号,串一个50欧、100W电阻,经合康LKZ-F015-V01电流电压转换板转换为0~10V信号,然后接入变频器模拟量输入端子。(如图3所示)
将同步机的编码器信号接到注塑卡的脉冲信号通道,将油泵的压力传感器信号接入同步机的模拟量通道。
(3)使用过程中的注意事项:
?同步机系统响应非常快,要求PID调节异常灵敏,现场可以设置模拟量通道的模拟滤波时间设置一般为0.01s或者为0,PID输出缓冲时间也可以设置为0;
?对系统PID给定压力值和反馈压力值精度要求较高,一旦这两个值有干扰,直接影响PID调节效果。可以在这两个模拟量的输入端并联电容方式减小输入信号的波动;
?比例阀和流量阀输出回来串入的电阻,如果散热性能不佳将会导致输入的模拟量波动;
?系统响应快,因此加减速时间可以设置为F0.11 = 0.020s,F0.12 = 0.020s,系统可以正常工作;
?旋转变压器信号线接入到扩展板旋变输入端子。正常情况下,旋转变压器激励信号源R1-R2导通,正弦信号源S1-S3间导通,余弦信号源S2 –S4间导通,且S1-S3间的电阻值与S2 –S4间电阻值大小相等。
3.4改造同步机控制后的效果
?彻底消除高压节流,比原异步电机+变量泵系统节电40%;
?响应迅捷,0-100%升、降速时间≤0.02秒,0-100%压力变化最快可达20ms,提高生产效率;
?控制精确,重复精度误差是0.1%,制品精密抗过载能力强,伺服的力矩过载倍数≥300%;
?状态转换灵活,速度、力矩控制灵活切换,平滑减轻开、锁冲击,延长液压油泵、机械和模具使用寿,降低噪音、改善工作环境。
下一篇: PLC、DCS、FCS三大控
上一篇: 索尔维全系列Solef?PV


